SPICE応用設計(その3):工程能力設計:SPICEの仕組みとその活用設計(14)(2/3 ページ)
特性の概要設計
DCアンプ構成なので出力段のDCドリフトを低減する意味でも負帰還は20db程度必要と考えます。
したがって、アンプ全体に要求される利得は前述したように
0.1Vrms→3.12Vrms=31.2倍
で良いのですが、20dbの負帰還を考えるとその10倍、つまり電圧増幅段としては少なくとも312倍の裸ゲインは必要になります。
また、負荷はスピーカーですから高域ではインダクタンス負荷になると予測できますので系全体の安定性を考えると周波数特性(=f特)は100KHZ程度でロールオフさせた方が安全です。これらの点を反映して、考案したのが図1の回路図でこの定数での信号源V1→OUT間のAC解析を行った結果が図2です。


図2の場合、利得としては29.88db(=31.2倍)、3db落ちのカットオフ周波数fcは100kHzとなっています。
しかし、この特性は図1で設定した定数についてだけであり、いわばN=1の特性に過ぎません。実際に量産に移った後で問題にならないように、どのような特性分布になるかは事前に検討しておく必要があります。
この時に有効な解析手法が次に述べるバラツキ検討用のモンテカルロ解析と、次回に紹介する予定の最悪値検討用のワーストケース解析です。
モンテカルロ解析の実際
図1の回路の偏差を一様分布型に設定してN=100回、周波数特性を測定した結果を図3に示します。しかし、このままでは分布の様子は分かっても平均値、偏差、などの詳細な数字は分かりません。

解析の切り口(見方)も、利得なのか、あるいはカットオフ周波数なのか、などがあり、曲線群のままでは結果の活用ができません。
そのため、ツールによっては最初から統計処理用のマクロコマンドを持っていたり、あるいはLTspiceのように基本コマンドをユーザーが組み合わせて必要なマクロを作成できるものがあります注)。
この機能を使用して、図3のデータを統計処理した結果を表1に示します。なお、後述する偏差の型は一様分布と正規分布の2種類としました。
注)LTspiceのマクロコマンドが操作できる対象や機能は幅広いものがありますのでHelpファイルやコミュニティーでのFAQなどの情報を参考にすると良いでしょう。ただ、LTspiceのマクロコマンドだけでは統計的な処理はできませんので表計算ソフトの力を借りる必要があります。
工程能力指数(Cp)
図3の曲線群について1KHz時のV(out)の分布と、V(out)が−3dbになるカットオフ周波数fcの分布の様子を描かせたものが表1です。この分布図をみると一様分布、正規分布ともに、V(out)、fcはバラツキを持って分布していることが分かります。したがって、このバラツキの上下限値が設計仕様に対して充分なマージン*を持っているかを見極めた上で量産化の判断をしなければなりませんが、そのためには次回に説明するワーストケース解析の結果も必要です。モンテカルロ解析だけで量産可否を判断することは止めたほうが良いでしょう。
このようにして求めたバラツキの巾の、規格の上下限巾に対する比を工程能力指数Cpと言います。
一般にCpと言えば定義に従って、規格の上下限巾と特性のバラツキ巾との比を表す

を指しますが、この他にも片寄りを考慮した
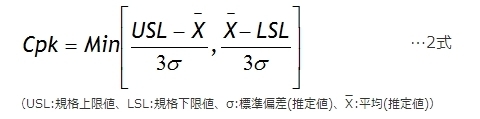
も多く使用されています。実際、筆者は 「いくらバラツキの巾が小さくても中心値がズレていては不良は避けられない」という考え方でCpkを多く使ってきました。
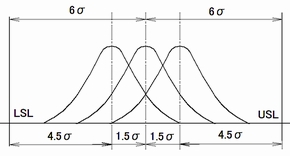 図4:6σ管理の考え方
図4:6σ管理の考え方この説明のように、平均値や標準偏差はサンプルによる推定値ですから変動する可能性がある訳です。
したがって、図4のように平均値Xが±1.5σ変動してもCpkとして4.5σを確保しようという考え方が最近いわれるようになってきた6σ管理です。
この場合、前提となるCpkは1.5相当(=4.5σ)ですから不良率は片側規格で3.4ppm程度になり、このレベルの部品を1000個使用して製品を組み立てた場合は0.34%程度の不良率になると予測できます。
製品の許容不良率を0.1%以下に抑えたければ6σ管理でも不充分で何らかの管理手法を別途追加する必要があることが分かります。
このような背景から、設計者はCpk(Cp)を確保するためにSPICEを用いて、
1)σを小さくするためにモンテカルロ解析、ワーストケース解析で部品精度を検討し、
2)規格中心と特性分布の中心を合わすためにパラメトリック解析で定数の値を検討する。
ということを考えながら設計を進めることになりますが、品質を管理するという着眼点からは変動を抑えることに通じる“σを小さくする”設計が望ましいのは言うまでもありません。
*)工程能力指数としてよく採用されているCp=1.33は単なる(4σ/3σ)で6/10万の規格外れを意味します。

Copyright © ITmedia, Inc. All Rights Reserved.
![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。