夁崜側175亷娐嫬壓偱傕崅惛搙僙儞僔儞僌傪幚尰偡傞MEMS僕儍僀儘僙儞僒乕偺摦嶌尨棟偲巊偄曽丗傾僫儘僌夞楬愝寁島嵗乮23乯
175亷偺崅壏摦嶌偵崌傢偣偰掕奿偑愝掕偝傟偨MEMS僕儍僀儘僙儞僒乕偺摦嶌尨棟傗巊偄曽傪徯夘偟傑偡丅偙偺僙儞僒乕偵傛傝丄徴寕偲怳摦偺塭嬁傪攔彍偟偰丄夁崜側娐嫬壓偺傾僾儕働乕僔儑儞偵偍偄偰崅惛搙側妏懍搙應掕偑壜擻偵側傞偱偟傚偆丅
丂夁搙偺崅壏娐嫬偵僙儞僒乕偐傜僨乕僞偺廂廤傪昁梫偲偡傞傾僾儕働乕僔儑儞偺悢偑憹戝偡傞崱擔丄敿摫懱傗庴摦慺巕丄憡屳愙懕晹昳偺挊偟偄恑曕偲偲傕偵丄僨乕僞偺崅惛搙側廂廤偲張棟偑壜擻偵側偭偰偄傑偡丅偟偐偟丄嵟戝175亷偺壏搙偱巊梡偱偒傞僙儞僒乕偵娭偟偰偼丄偄傑偩枮偨偝傟偰偄側偄僯乕僘偑偄偔偮偐偁傝丄摿偵儅僀僋儘儅僔儞乮MEMS乯偑採嫙偡傞梕堈偵摫擖壜擻側僼僅乕儉僼傽僋僞乕偺傕偺偵娭偟偰偼丄偙偺孹岦偑尠挊偱偡丅懡偔偺MEMS僙儞僒乕偼丄摨摍偺僨傿僗僋儕乕僩僙儞僒乕傛傝傕彫宆偱徚旓揹椡偑彫偝偔丄僐僗僩傕掅偔梷偊傜傟偰偄傑偡丅偝傜偵丄摨偠敿摫懱僷僢働乕僕撪偵僔僌僫儖僐儞僨傿僔儑僯儞僌夞楬傪慻傒崬傓偙偲傕壜擻偱偡丅
丂婛偵儕儕乕僗偝傟偰偄傞崅壏梡MEMS壛懍搙僙儞僒乕乽ADXL206乿偼丄崅惛搙偺孹幬應掕偑壜擻偱偡丅偟偐偟丄嵟廔惢昳偑寖偟偄徴寕傗怳摦丄摦嶌偵偝傜偝傟摼傞夁崜側娐嫬壓偱巊梡偝傟傞傾僾儕働乕僔儑儞偱偼僔僗僥儉偺摦偒傪惓妋偵應掕偡傞偨傔偵丄偝傜偵帺桼搙傪崅傔傞昁梫偑偁傝傑偡丅偙偺傛偆側夁崜側巊梡娐嫬偼晹昳偺憗婜杸栒傗僔僗僥儉偺憗婜屘忈傪堷偒婲偙偟丄儊儞僥僫儞僗僐僗僩偺崅摣傗僟僂儞僞僀儉偺憹戝傪傕偨傜偡壜擻惈偑偁傝傑偡丅
丂偙偺僯乕僘傪枮偨偡偨傔偵丄傾僫儘僌丒僨僶僀僙僘偼丄僔僌僫儖僐儞僨傿僔儑僯儞僌婡擻傪撪憼偟偨怴偟偄崅壏梡MEMS僕儍僀儘僙儞僒乕丄乽ADXRS645乿傪奐敪偟傑偟偨丅偙偺僙儞僒乕偼丄徴寕傗怳摦偑懚嵼偡傞娐嫬壓偱傕崅惛搙偺妏懍搙乮夞揮懍搙乯應掕偑壜擻偱丄嵟戝175亷偺掕奿巊梡壏搙傪幚尰偟偰偄傑偡丅
摦嶌尨棟
丂MEMS僕儍僀儘僙儞僒乕偼丄僐儕僆儕偺壛懍搙傪棙梡偟偰妏懍搙傪應掕偟傑偡丅僐儕僆儕岠壥偼埲壓偺傛偆偵愢柧偡傞偙偲偑偱偒傑偡丅傑偢丄恾1傪嶲徠偟偰偔偩偝偄丅崱丄夞揮偡傞僾儔僢僩僼僅乕儉偺拞怱嬤偔偵恖偑棫偭偰偄傞傕偺偲偟傑偡丅恾拞偺惵偄栴報偺挿偝偼丄抧柺偵懳偡傞憡懳揑側懍搙傪昞偟偰偄傑偡丅偙偺恖偑僾儔僢僩僼僅乕儉偺奜墢曽岦傊堏摦偡傞偲丄挿偄曽偺惵栴報偱帵偡傛偆偵抧柺偵懳偡傞憡懳懍搙偑憹壛偟傑偡丅偙偺恖偺敿宎曽岦偺堏摦懍搙偵傛偭偰惗偠傞愙慄曽岦懍搙偺憹壛棪偑丄僐儕僆儕偺壛懍搙偱偡丅
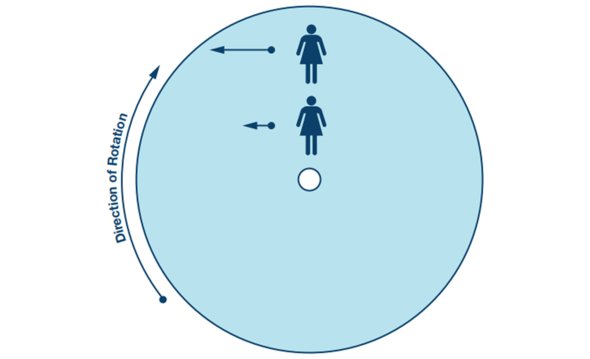 恾1丗僐儕僆儕偺壛懍搙偺椺丅夞揮偡傞僾儔僢僩僼僅乕儉偺奜墢曽岦傊堏摦偡傞恖偑杒曽岦偺僐乕僗傪堐帩偡傞偵偼丄惣岦偒偺懍搙惉暘乮惵偄栴報乯傪憹戝偝偣傞昁梫偑偁傝傑偡丅偙偺昁梫壛懍搙偑僐儕僆儕偺壛懍搙偱偡丅
恾1丗僐儕僆儕偺壛懍搙偺椺丅夞揮偡傞僾儔僢僩僼僅乕儉偺奜墢曽岦傊堏摦偡傞恖偑杒曽岦偺僐乕僗傪堐帩偡傞偵偼丄惣岦偒偺懍搙惉暘乮惵偄栴報乯傪憹戝偝偣傞昁梫偑偁傝傑偡丅偙偺昁梫壛懍搙偑僐儕僆儕偺壛懍搙偱偡丅丂偙偙偱丄兌傪妏懍搙丄r傪敿宎偲偡傞偲丄愙慄曽岦懍搙偼兌r偱昞偝傟傑偡丅偟偨偑偭偰丄r偑懍搙v偱曄壔偡傞偲丄愙慄曽岦壛懍搙偼兌v偲側傝傑偡丅偙傟偼僐儕僆儕偺壛懍搙偺敿暘偱偡丅傕偆敿暘偼敿宎曽岦懍搙偺曽岦曄壔偐傜惗偠丄崌寁偱2兌v偲側傝傑偡丅恖偑幙検乮M乯傪桳偟偰偄傞偲偡傞偲丄偙偺壛懍搙傪敪惗偝偣傞偵偼僾儔僢僩僼僅乕儉偐傜椡乮2M兌v乯傪壛偊傞昁梫偑偁傝丄幙検偵偼偙傟偵懳墳偡傞斀嶌梡椡偑惗偠傑偡丅ADXRS645偼丄夞揮僾儔僢僩僼僅乕儉忋傪敿宎曽岦偵堏摦偡傞恖偲摨條偺嫟怳幙検傪巊梡偡傞偙偲偵傛偭偰丄偙偺岠壥傪棙梡偟傑偡丅偙偺幙検偼億儕僔儕僐儞偐傜儅僀僋儘儅僔儞壛岺偝傟偨傕偺偱丄1曽岦偵偺傒嫟怳偱偒傞傛偆偵億儕僔儕僐儞偺僼儗乕儉偵愙懕偝傟偰偄傑偡丅
丂恾2偼丄嫟怳幙検偑夞揮偺奜墢曽岦傊堏摦偟偨偲偒偺忬懺傪昞偟傑偡丅幙検偼塃岦偒偺壛懍搙傪庴偗丄僼儗乕儉偵偼嵍岦偒偺斀嶌梡椡偑惗偠傑偡丅媡偵夞揮偺拞怱曽岦傊堏摦偡傞偲丄椢怓偺栴報偑帵偡傛偆偵丄僼儗乕儉偵偼塃岦偒偺椡偑惗偠傑偡丅
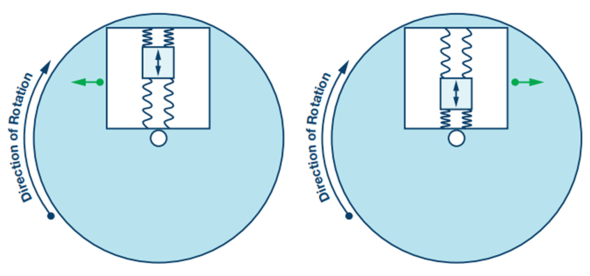 恾2丗僼儗乕儉撪偵巟帩偝傟偨嫟怳僔儕僐儞幙検偵偍偗傞僐儕僆儕岠壥偺幚椺丅椢怓偺栴報偼丄嫟怳幙検偺忬懺偵婎偯偄偰峔憿偵壛傢傞椡傪昞偟傑偡丅
恾2丗僼儗乕儉撪偵巟帩偝傟偨嫟怳僔儕僐儞幙検偵偍偗傞僐儕僆儕岠壥偺幚椺丅椢怓偺栴報偼丄嫟怳幙検偺忬懺偵婎偯偄偰峔憿偵壛傢傞椡傪昞偟傑偡丅丂僐儕僆儕偺壛懍搙傪應掕偡傞偨傔丄恾3偵帵偡傛偆偵丄嫟怳幙検偑慻傒崬傑傟偨僼儗乕儉偼嫟怳摦嶌偵懳偟偰90亱曽岦偺僗僾儕儞僌偵傛偭偰婎斅偵愙懕偝傟偰偄傑偡丅偙偺恾偵偼丄幙検偐傜惗偠傞椡偵墳偠偨梕検曄姺傪捠偠偰僼儗乕儉偺曄埵傪専弌偡傞偨傔偵巊傢傟傞丄僐儕僆儕専弌僼傿儞僈傕帵偝傟偰偄傑偡丅
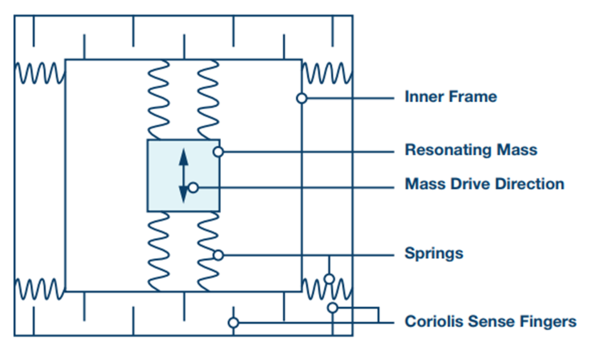 恾3丗僕儍僀儘僙儞僒乕偺婡夿揑峔憿恾
恾3丗僕儍僀儘僙儞僒乕偺婡夿揑峔憿恾丂峔憿慡懱傪恾4偵帵偟傑偡丅偙偺恾偵偼丄僕儍僀儘僙儞僒乕偑庢傝晅偗傜傟偨柺偑夞揮偟偰偄傞忬懺偱嫟怳幙検偑摦偔偲丄幙検偲偦偺僼儗乕儉偵僐儕僆儕偺壛懍搙偑壛傢偭偰丄怳摦偺曽岦偲90亱堎側傞曽岦傊曄埵偡傞條巕偑帵偝傟偰偄傑偡丅夞揮懍搙偑戝偒偔側傞偲丄幙検偺曄埵検偲丄偦傟偵懳墳偡傞梕検曄壔偵傛偭偰惗偠傞怣崋傕戝偒偔側傝傑偡丅僕儍僀儘僙儞僒乕偼丄専弌幉偑夞揮幉偲暯峴偵側偭偰偄傞尷傝丄夞揮偡傞暔懱忋偺擟堄偺埵抲偵擟堄偺妏搙偱攝抲偡傞偙偲偑偱偒傑偡丅
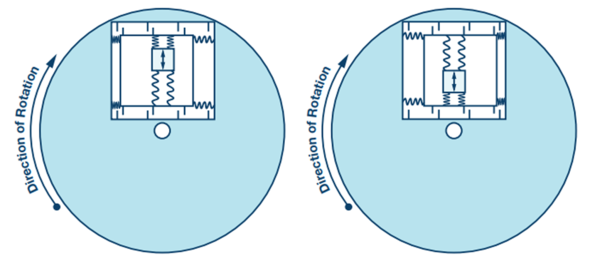 恾4丗僼儗乕儉偲嫟怳幙検偼僐儕僆儕岠壥偵傛偭偰墶曽岦偵曄埵偟傑偡丅
恾4丗僼儗乕儉偲嫟怳幙検偼僐儕僆儕岠壥偵傛偭偰墶曽岦偵曄埵偟傑偡丅梕検惈僙儞僔儞僌
丂ADXRS645偼丄恾4偵帵偡傛偆偵丄嫟怳婍偵庢傝晅偗傜傟偨梕検惈専弌慺巕傪捠偠偰丄僐儕僆儕岠壥偵傛傞嫟怳幙検偍傛傃丄偦偺僼儗乕儉偺曄埵検傪應掕偟傑偡丅偙傟傜偺慺巕偼丄婎斅偵庢傝晅偗傜傟偨2僙僢僩偺惷巭宆僔儕僐儞價乕儉偲憡屳偵慻傒崌傢偣偨僔儕僐儞價乕儉偱丄岞徧抣偺摍偟偄2屄偺僐儞僨儞僒傪宍惉偟傑偡丅妏懍搙偵傛偭偰惗偠偨曄埵偼丄偙偺僔僗僥儉偵梕検嵎傪敪惗偝偣傑偡丅
丂幚嵺偵偼丄僐儕僆儕偺壛懍搙偼嬌傔偰彫偝偄怣崋偱丄價乕儉偵惗偠傞曄埵偼悢僆儞僌僗僩儘乕儉偵偡偓偢丄偦傟偵敽偆梕検曄壔傕僛僾僩僼傽儔僪扨埵偱偡丅偟偨偑偭偰丄壏搙丄僷僢働乕僕墳椡丄奜晹壛懍搙丄揹婥揑僲僀僘側偳偺婑惗怣崋尮偵懳偡傞岎嵎姶搙傪嵟彫尷偵梷偊傞偙偲偑嬌傔偰廳梫偱偡丅偙傟偼丄傾儞僾偲僼傿儖僞傪娷傓揹巕晹昳傪丄婡夿揑僙儞僒乕偲摨偠僟僀忋偵攝抲偡傞偙偲偵傛偭偰丄晹暘揑偵幚尰偝傟傑偡丅偟偐偟丄傛傝廳梫側偺偼丄僔僌僫儖僠僃乕儞偺偱偒傞偩偗枛抂偵帄傞傑偱嵎摦應掕傪峴偭偰丄怣崋偲嫟怳婍偺懍搙傪憡屳偵娭楢晅偗傞偙偲偱偡丅偙傟偼摿偵丄奜晹壛懍搙偺塭嬁偵懳墳偡傞忋偱廳梫偱偡丅
怳摦偺彍嫀
丂僕儍僀儘僙儞僒乕偑専弌偡傞偺偼夞揮懍搙偩偗偱丄偦傟埲奜偼壗傕専弌偟側偄偺偑棟憐揑偱偡丅偟偐偟幚嵺偺偲偙傠丄婡夿揑愝寁偺僶儔儞僗偑埆偐偭偨傝丄儅僀僋儘儅僔僯儞僌偺惛搙偑廫暘偱側偐偭偨傝偡傞偙偲偐傜丄偁傜備傞僕儍僀儘僙儞僒乕偼壗傜偐偺壛懍搙偵傛傞塭嬁傪庴偗傑偡丅尰幚偵偼丄壛懍搙偵懳偡傞姶搙偺塭嬁偼偝傑偞傑側宍偱尰傟丄偦偺掱搙偼愝寁偛偲偵堎側傝傑偡丅捠忢丄嵟傕尠挊側傕偺偼捈慄壛懍搙偵懳偡傞姶搙乮偁傞偄偼g姶搙乯偲怳摦惍棳偵懳偡傞姶搙乮偁傞偄偼g2姶搙乯偱偁傝丄偙傟傜偼丄僨僶僀僗偺掕奿僶僀傾僗埨掕惈偑姰慡偵懝側傢傟傞傎偳偺戝偒偝偲側傞偙偲偑偁傝傑偡丅堦晹偺僕儍僀儘僙儞僒乕偱偼丄儗乕僩擖椡偑掕奿應掕斖埻傪挻偊傞偲丄弌椡偑儗乕儖to儗乕儖偱僗僀儞僌偟傑偡丅偦偺懠丄悢昐g掱搙偺徴寕偱乽儘僢僋傾僢僾乿傪婲偙偡孹岦傪帩偮傕偺傕偁傝傑偡丅偙傟傜偺僕儍僀儘僙儞僒乕偑徴寕偵傛偭偰懝彎傪庴偗傞偙偲偼偁傝傑偣傫偑丄儗乕僩偵墳摎偟側偔側傞偺偱丄堦搙揹尮傪愗偭偰嵞婲摦偡傞昁梫偑偁傝傑偡丅
丂ADXRS645偼丄嵟戝1000g傑偱偺徴寕傪彍嫀偱偒傞怴偟偄妏懍搙専弌庤朄傪嵦梡偟偰偄傑偡丅偙偺僨僶僀僗偼4屄偺嫟怳婍傪巊偭偰怣崋傪嵎摦偱専弌偟丄夞揮摦嶌偵娭學偺側偄僐儌儞儌乕僪奜晹壛懍搙傪彍嫀偟傑偡丅恾5偵帵偡忋壓偺嫟怳婍儁傾偼婡夿揑偵撈棫偟偰偍傝丄媡憡偱摦嶌偟傑偡丅寢壥偲偟偰丄偙傟傜偺儁傾偼摨偠戝偒偝偺夞揮傪應掕偟傑偡偑丄弌椡偝傟傞寢壥偼媡曽岦偱偡丅偟偨偑偭偰丄偙傟傜偺僙儞僒乕怣崋娫偺堘偄傪巊偭偰妏懍搙傪應掕偡傞偙偲偑偱偒傑偡丅偙傟偵傛傝丄椉曽偺僙儞僒乕偵塭嬁偡傞旕夞揮怣崋偑憡嶦偝傟傑偡丅怣崋偼丄僾儕傾儞僾庤慜偺撪晹僴乕僪儚僀儎愙懕偱寢崌偝傟傑偡丅偟偨偑偭偰夁戝側壛懍搙晧壸偑揹巕晹昳偵傎偲傫偳摓払偟側偄傛偆偵偡傞偙偲偑偱偒丄偦傟偵傛傝丄戝偒側徴寕偑壛傢偭偨応崌偱傕僔僌僫儖僐儞僨傿僔儑僯儞僌夞楬偑妏懍搙弌椡傪堐帩偱偒傞傛偆偵偡傞偙偲偑偱偒傑偡丅

僙儞僒乕幚憰
丂僕儍僀儘僙儞僒乕偲丄懳墳偡傞嬱摦乛専弌夞楬偺娙棯夞楬恾傪恾6偵帵偟傑偡丅

丂嫟怳婍夞楬偼丄嫟怳幙検偺懍搙傪専弌偟偰憹暆偟丄僐儕僆儕怣崋僷僗傪婎弨偵椙岲側埵憡乮傑偨偼抶墑乯惂屼傪堐帩偟側偑傜嫟怳婍傪嬱摦偟傑偡丅僐儕僆儕夞楬偼丄壓棳懁偺怣崋張棟偵傛偭偰壛懍搙僙儞僒乕僼儗乕儉偺摦偒傪専弌偟丄僐儕僆儕壛懍搙偺戝偒偝傪拪弌偟偰丄擖椡夞揮懍搙偵尒崌偭偨弌椡怣崋傪惗惉偡傞偨傔偺傕偺偱偡丅傑偨丄僙儖僼僥僗僩婡擻偵傛傝丄僙儞僒乕傪娷傓僔僌僫儖僠僃乕儞慡懱偺姰慡惈傪僠僃僢僋偟傑偡丅
傾僾儕働乕僔儑儞椺
丂揹巕晹昳偵偲偭偰嵟傕夁崜側娐嫬偺1偮偑丄愇桘偍傛傃僈僗偺僟僂儞儂乕儖孈嶍暘栰偵偁傞偙偲偼娫堘偄側偄偱偟傚偆丅偙傟傜偺孈嶍僔僗僥儉偼丄抧壓偺僪儕儖僗僩儕儞僌偺摦偒傪傛傝惓妋偵攃埇偟丄摦嶌傪嵟揔壔偝偣偰懝彎傪杊偖偨傔偵丄暋悢偺僙儞僒乕傪棙梡偟偰偄傑偡丅RPM扨埵偱應掕偝傟傞僪儕儖偺夞揮懍搙偼丄僪儕儖僆儁儗乕僞乕偑忢偵抦偭偰偍偔昁梫偺偁傞廳梫側婎弨抣偱偡丅廬棃偙偺抣偼丄帴婥僙儞僒乕傪巊偭偰寁嶼偝傟偰偄傑偟偨丅偟偐偟丄帴婥僙儞僒乕偼丄僪儕儖働乕僔儞僌撪傗孈嶍岴廃埻偵偁傞揝惈嵽椏偐傜姳徛傪庴偗傑偡丅傑偨丄摿暿側旕帴惈僪儕儖僇儔乕乮僴僂僕儞僌乯撪偵廂傔傞昁梫偑偁傝傑偡丅
丂偝傜偵丄壛偊傞椡偺戝偒偝丄夞揮懍搙丄僗僥傾儕儞僌側偳偺僷儔儊乕僞傪嵟揔娗棟偡傞偨傔偵丄扨弮側RPM應掕偵巭傑傜偢丄僪儕儖僗僩儕儞僌偺摦偒傗孈嶍偺摦椡妛傪傛傝怺偔棟夝偡傞偙偲傊偺娭怱偑崅傑偭偰偄傑偡丅孈嶍摦嶌偺娗棟偑晄廫暘側応崌偼丄僪儕儖偺戝偒側怳摦傗嬌抂側堎忢摦嶌傪彽偒丄寢壥偲偟偰丄僞乕僎僢僩僝乕儞傊偺摓払偵挿偄孈嶍帪娫傪梫偡傞丄憰抲偺憗婜屘忈傪彽偔丄價僢僩僗僥傾儕儞僌偑崲擄偵側傞丄孈嶍堜屗帺懱偑懝彎偟偰偟傑偆偲偄偭偨帠懺偵帄傞偍偦傟偑偁傝傑偡丅嬌抂側応崌偼憰抲偑攋懝偟偰孈嶍堜屗撪偵巆偭偰偟傑偄丄偦偺夞廂偵懡戝側宱旓偑偐偐傞偲偄偭偨帠懺傕峫偊傜傟傑偡丅
丂僪儕儖壛岺僷儔儊乕僞偺晄揔愗側娗棟偵傛偭偰惗偠傞摿偵桳奞側摦嶌偺1偮偑丄乽僗僥傿僢僋僗儕僢僾乿偲屇偽傟傞尰徾偱偡丅僗僥傿僢僋僗儕僢僾偼丄僪儕儖價僢僩偑娾斦側偳偵姎傒晅偄偰掆巭偟偰偟傑偭偰傕丄僪儕儖僗僩儕儞僌偺忋晹偑夞揮傪懕偗偰偄傞忬懺傪尵偄傑偡丅價僢僩偑掆巭偟偨偵傕偐偐傢傜偢丄僪儕儖僗僩儕儞僌偺壓抂晹偼夞揮傪懕偗丄嵟廔揑偵偼僩儖僋偑拁愊偝傟偰價僢僩偲偺愙懕晹暘偑攋抐偟偰偟傑偄傑偡丅懡偔偺応崌丄攋懝忬嫷偼偐側傝寖偟偄傕偺偲側傝傑偡丅僗僥傿僢僋僗儕僢僾偑敪惗偡傞偲丄僪儕儖價僢僩偺夞揮懍搙偵戝偒側僗僷僀僋偑敪惗偟傑偡丅傑偨丄偙偺尰徾偼廃婜揑偵敪惗偟偰丄挿帪娫偵傢偨偭偰懕偔孹岦偑偁傝傑偡丅僗僥傿僢僋僗儕僢僾敪惗帪偺戙昞揑側RPM偺墳摎傪恾7偵帵偟傑偡丅抧昞柺偺僪儕儖僗僩儕儞僌偼捠忢偺夞揮傪懕偗傞偨傔丄懡偔偺僪儕儖壛岺僆儁儗乕僞乕偼丄偙偺攋夡揑側尰徾偑孈嶍岴偺怺晹偱敪惗偟偰偄傞偙偲偵婥晅偒傑偣傫丅
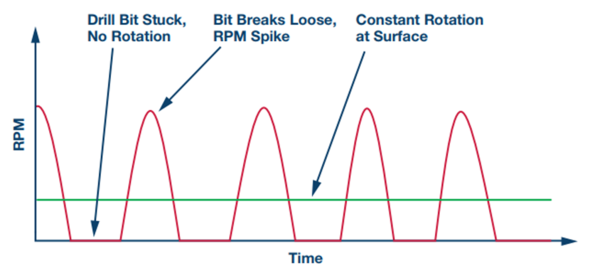 恾7丗僗僥傿僢僋僗儕僢僾偵傛傞廃婜揑RPM僾儘僼傽僀儖偺椺
恾7丗僗僥傿僢僋僗儕僢僾偵傛傞廃婜揑RPM僾儘僼傽僀儖偺椺丂偙偺傾僾儕働乕僔儑儞偵偲偭偰廳梫側偺偼丄僪儕儖價僢僩晅嬤偵偍偄偰丄夞揮懍搙傪崅偄僒儞僾儖儗乕僩偱惓妋偵應掕偡傞偙偲偱偡丅怳摦彍嫀婡擻傪旛偊偨ADXRS645偺傛偆側僕儍僀儘僙儞僒乕偼丄僪儕儖僗僩儕儞僌偺捈慄摦嶌偺塭嬁傪夞旔偱偒傞傛偆偵側偭偰偄傞偺偱丄偙偺僞僗僋偵嵟揔偱偡丅戝偒側怳摦傗晄婯懃側摦嶌偑懚嵼偡傞応崌丄帴婥僙儞僒乕偵傛傞夞揮懍搙寁嶼偼僲僀僘傗岆嵎偺塭嬁傪庴偗傗偡偔側傝傑偡丅僕儍僀儘僙儞僒乕儀乕僗偺僜儕儏乕僔儑儞偼丄夞揮懍搙偵懳偡傞墳摎偑懍偔丄僛儘岎嵎傗徴寕丄怳摦側偳偵塭嬁偝傟傗偡偄懠偺傾儖僑儕僘儉偵偼埶懚偟偰偄傑偣傫丅
丂壛偊偰丄僕儍僀儘僙儞僒乕儀乕僗偺夞楬偼丄僼儔僢僋僗僎乕僩幃帴婥僙儞僒乕傪巊梡偡傞僜儕儏乕僔儑儞傛傝傕彫宆偱丄昁梫側晹昳悢傕彮側偔偰嵪傒傑偡丅僼儔僢僋僗僎乕僩幃帴婥僙儞僒乕巊梡偺僜儕儏乕僔儑儞偵偼暋悢偺帴婥僙儞僒乕幉偲捛壛偺嬱摦夞楬偑昁梫偱偡丅ADXRS645偼僔僌僫儖僐儞僨傿僔儑僯儞僌夞楬傪撪憼偟偰偄傑偡丅僕儍僀儘僙儞僒乕偺傾僫儘僌弌椡偺僒儞僾儕儞僌偲僨僕僞儖曄姺傪峴偆崅壏懳墳宆IC偼丄掅徚旓揹椡偺儘乕僺儞僇僂儞僩僷僢働乕僕偱採嫙偝傟傑偡丅175亷偺掕奿抣傪帩偮僨僕僞儖弌椡僕儍僀儘僙儞僒乕夞楬偼丄恾8偺娙棯恾偵帵偡僔僌僫儖僠僃乕儞偱幚尰偡傞偙偲偑偱偒傑偡丅僨乕僞傾僋僀僕僔儑儞夞楬梡偺姰慡側儕僼傽儗儞僗愝寁偼丄www.analog.com/jp/cn0365偐傜擖庤壜擻偱偡丅
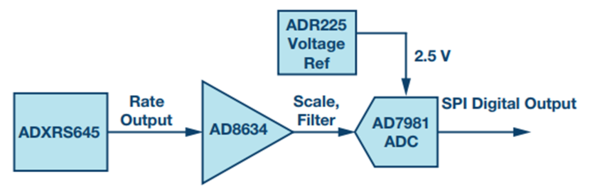 恾8丗175亷掕奿偺僕儍僀儘僙儞僒乕丄僨僕僞儖弌椡僔僌僫儖僠僃乕儞
恾8丗175亷掕奿偺僕儍僀儘僙儞僒乕丄僨僕僞儖弌椡僔僌僫儖僠僃乕儞傑偲傔
丂杮峞偱偼丄175亷偺崅壏摦嶌偵崌傢偣偰掕奿偑愝掕偝傟偨嵟弶偺MEMS僕儍僀儘僙儞僒乕丄ADXRS645偵偮偄偰愢柧偟傑偟偨丅偙偺僙儞僒乕偼丄徴寕偲怳摦偺塭嬁傪攔彍偟偰丄夁崜側娐嫬壓偺傾僾儕働乕僔儑儞偵偍偄偰崅惛搙側妏懍搙應掕傪壜擻偵偟傑偡丅偙偺僕儍僀儘僙儞僒乕偼丄張棟懳徾偲側傞怣崋傪廂廤偡傞偨傔偺崅壏IC億乕僩僼僅儕僆偺堦晹偲偟偰採嫙偝傟偰偄傑偡丅傾僫儘僌丒僨僶僀僙僘偺崅壏惢昳偺徻嵶偵偮偄偰偼丄www.analog.com/hightemp傪嶲徠偟偰偔偩偝偄丅

娭楢儕儞僋
Copyright © ITmedia, Inc. All Rights Reserved.
採嫙丗傾僫儘僌丒僨僶僀僙僘姅幃夛幮
傾僀僥傿儊僨傿傾塩嬈婇夋乛惂嶌丗EDN Japan 曇廤晹乛宖嵹撪梕桳岠婜尷丗2019擭7寧2擔


industry 4.0偺幚尰傊

僗儅乕僩丒僼傽僋僩儕乕偵岦偗偨曄妚偱偁傞僀儞僟僗僩儕乕4.0丅偟偐偟側偑傜丄僀儞僟僗僩儕乕4.0偑傕偨傜偡儊儕僢僩偼嵟彫尷偟偐擣幆偝傟偰偄傑偣傫丅僄儗僋僩儘僯僋僗嬈奅偵傕偨傜偡僀儞僟僗僩儕乕4.0偺儊儕僢僩傪丄偁傜偨傔偰峫嶡偟偰偄偒傑偟傚偆丅
僆乕僩儊乕僔儑儞暘栰偱妶梡偝傟傞僀乕僒僱僢僩

嶻嬈梡僀乕僒僱僢僩偑惢憿暘栰偵傕偨傜偡儊儕僢僩偵偮偄偰夝愢偟傑偡丅嵟弶偵夝愢偡傞偺偼丄僾儔儞僩偺僆乕僩儊乕僔儑儞丒僔僗僥儉偵揔梡偝傟傞媄弍偲偟偰僀乕僒僱僢僩偑桳梡側慖戰巿偵側偭偨棟桼偵偮偄偰偱偡丅
Dust Networks 僆僗僗儊婰帠

儚僀儎儗僗丒僙儞僒丒僱僢僩儚乕僋媄弍偑敿摫懱岺応偺惗嶻岠棪傪崅傔偨帠椺傪徯夘偟傛偆丅偙傟傑偱恖庤偵棅傜偞傞傪摼側偐偭偨175杮偵傕媦傇摿庩僈僗儃儞儀偺忢帪娔帇傪戝偒側岺帠傪敽傢偢帺摦壔偟丄僈僗偺巊梡棪傪崅傔傞側偳偺惉壥傪忋偘偨帠椺偩丅
![]() ITmedia偼傾僀僥傿儊僨傿傾姅幃夛幮偺搊榐彜昗偱偡丅
ITmedia偼傾僀僥傿儊僨傿傾姅幃夛幮偺搊榐彜昗偱偡丅